- 13773687866
- liuyi@lingyang2018.com
在当今追求绿色可持续发展的时代,我司凭借在余热利用领域的深厚技术积累与一站式服务能力,广泛服务于多个高耗能行业,助力各行业实现节能减排与绿色转型。
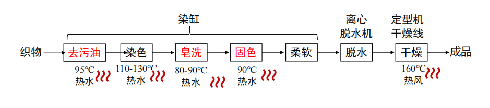
印染废水余热利用:吨布耗生蒸汽量从5吨降至2吨以下,蒸汽再生能耗仅180kWh/吨(成本约125元); 零碳工艺升级:通过余热回收,年节省标煤超1000万吨,助力打造零碳工厂。
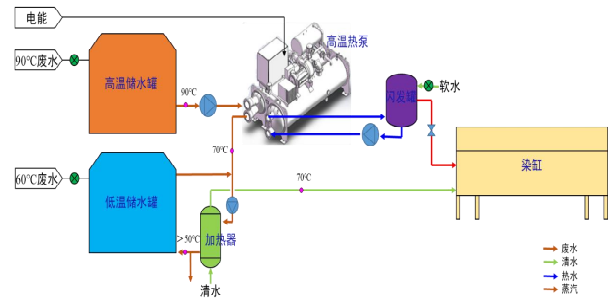
织物加工能耗高,吨布耗蒸汽量达4-5吨,年碳排放量超3000万吨;染色、固色、干燥环节需130℃高温热源,余热资源浪费严重;传统工艺依赖化石能源,难以实现零碳目标。
蒸汽直接压缩式MVR热泵干化工艺:回收干燥环节余热,制取2bar低压蒸汽回用;闭式负压回收系统:联合染布干燥余热利用,降低蒸汽消耗。





蒸氨塔、空冷塔等环节产生50-68℃低温余热,难以直接利用; 蒸汽价格高(480元/吨),传统工艺能耗占比超50%。
等焓转化技术:回收60-68℃工艺气余热,制取120-145℃蒸汽; 闭式负压回收系统:从50℃废气中提取热量,生成2-5bar微压蒸汽。
某润滑油车间改造:利用60℃负压废水制取140℃蒸汽,能耗降低50%,年节省费用207.5万元; 蒸氨塔余热利用:年减碳5.6万吨,节约运营成本60万元。




料液加热、树脂生产环节产生35-45℃低温余热,回收难度大; 工艺需95℃以上高温热水,传统电加热成本高昂。
蒸汽直接压缩工艺:二次压缩回收150-160℃烟气余热,制取95℃高温热水; MVR热泵技术:从45℃废水中提取热量,满足工艺热水需求。
联邦制药项目: 回收150-160℃烟气余热,年节约蒸汽成本超60万元; 制取95℃热水覆盖全厂工艺,综合能效提升40%。






工业污泥处理能耗高(传统干化需200℃+蒸汽),成本高。 干化过程存在粉尘爆炸风险,尾气异味污染环境。
某开发区污泥干化项目:每吨污泥干化产出260公斤生物质燃料颗粒,干化能耗仅100度电/吨。
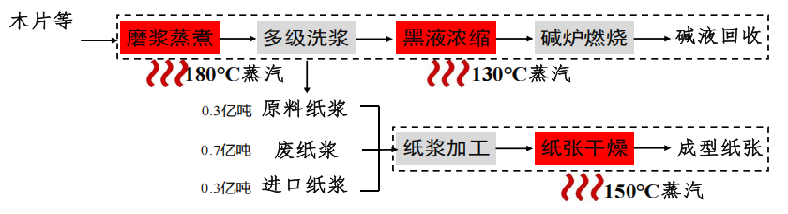
年蒸汽消耗4.5亿吨,碳排放达1.5亿吨; 蒸煮、黑液浓缩、纸张干燥环节能耗占80%,需180摄氏度以下热源; 传统工艺依赖燃煤锅炉,环保压力大.
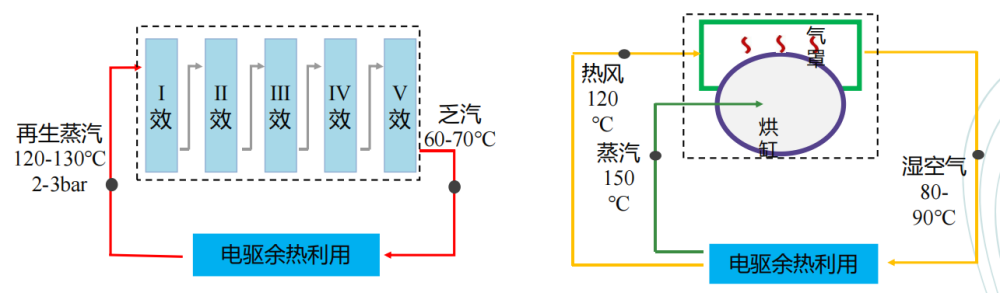
有机朗肯循环(ORC)技术: 利用0.4-0.7MPa富余蒸汽驱动径向汽轮机发电; 间壁式MVR热泵:回收干燥余热,实现吨纸蒸汽用量趋近于零.
某造纸企业合作: 工况: 0.7MPa->0.4MPa富余蒸汽,年运行7000小时; 效果: 发电功率200kW,年增发电140万度(收益84万元),节约标煤505吨/年,减排二氧化碳1439吨.