- 13773687866
- liuyi@lingyang2018.com
MVR热泵减少蒸汽消耗50%,ORC发电效率提升20%。
40℃低温至500℃高温余热,适配多场景需求。
能源自循环设计,实现废气、废热资源化。
热泵技术:以MVR(机械蒸汽再压缩)为核心,结合等焓转化技术,实现低品位热能升级。
能量转化技术:蒸汽轮机余热发电与有机朗肯循环(ORC)双路径,覆盖40℃~500℃余热梯度。
传热优化技术:基于传热学原理,开发间壁式换热与直接压缩式系统,提升热回收效率。
闭环能源自循环:热泵+ORC+热电联产(CHP)耦合,形成能源自给网络,减少外部依赖。
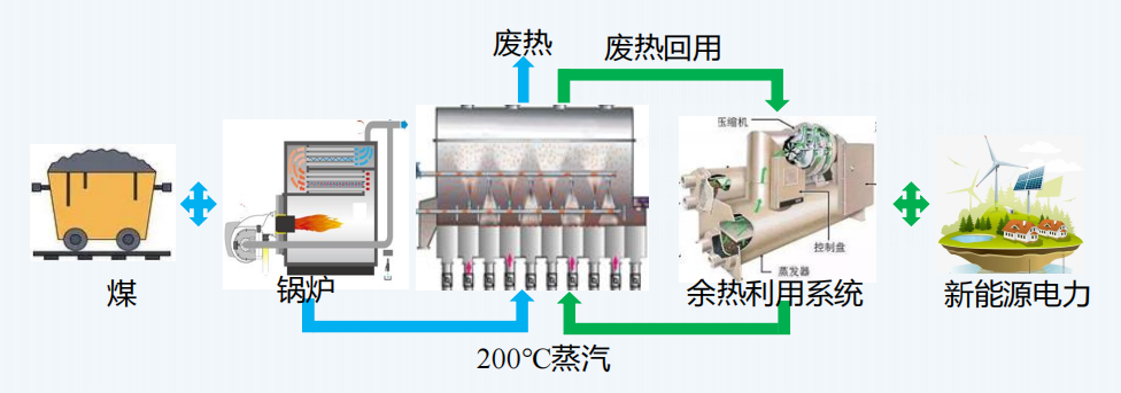
废蒸汽梯级回收:通过换热器与热泵组合,实现废蒸汽→低压蒸汽→工艺热能的逐级利用。
工业浓缩与干化:40℃低温蒸发浓缩系统、污泥高温干化(MVR集成),降低能耗30%+。
废气治理与发电:VOCs闭环回收、低温余热发电(ORC驱动),实现环保与能源双收益。
一体化智能换热设备
中科院联合研发,工业废气余热核心关键技术
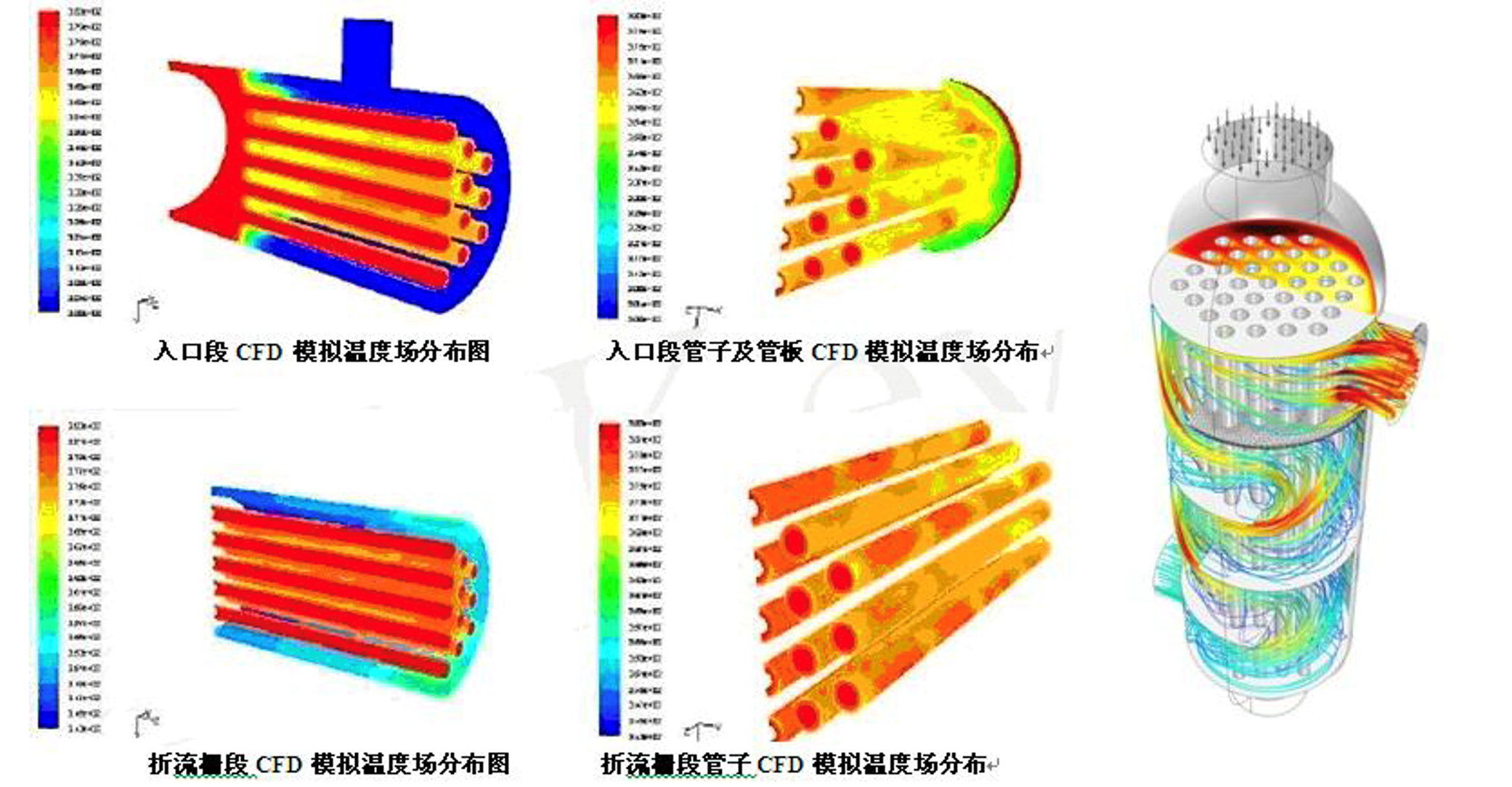
工业气体成分复杂:蒸汽、溶剂、酸碱度、颗粒物、油污等,实现高通量大功率换热,需解决腐蚀、阻垢、固液夹带、气体冷凝换热等难题
工业用热设备复杂多样,包括干燥器、蒸发浓缩器、精馏塔、蒸汽热处理等,开发适用于有限传热和柔性传热的一体化工业用热设备。




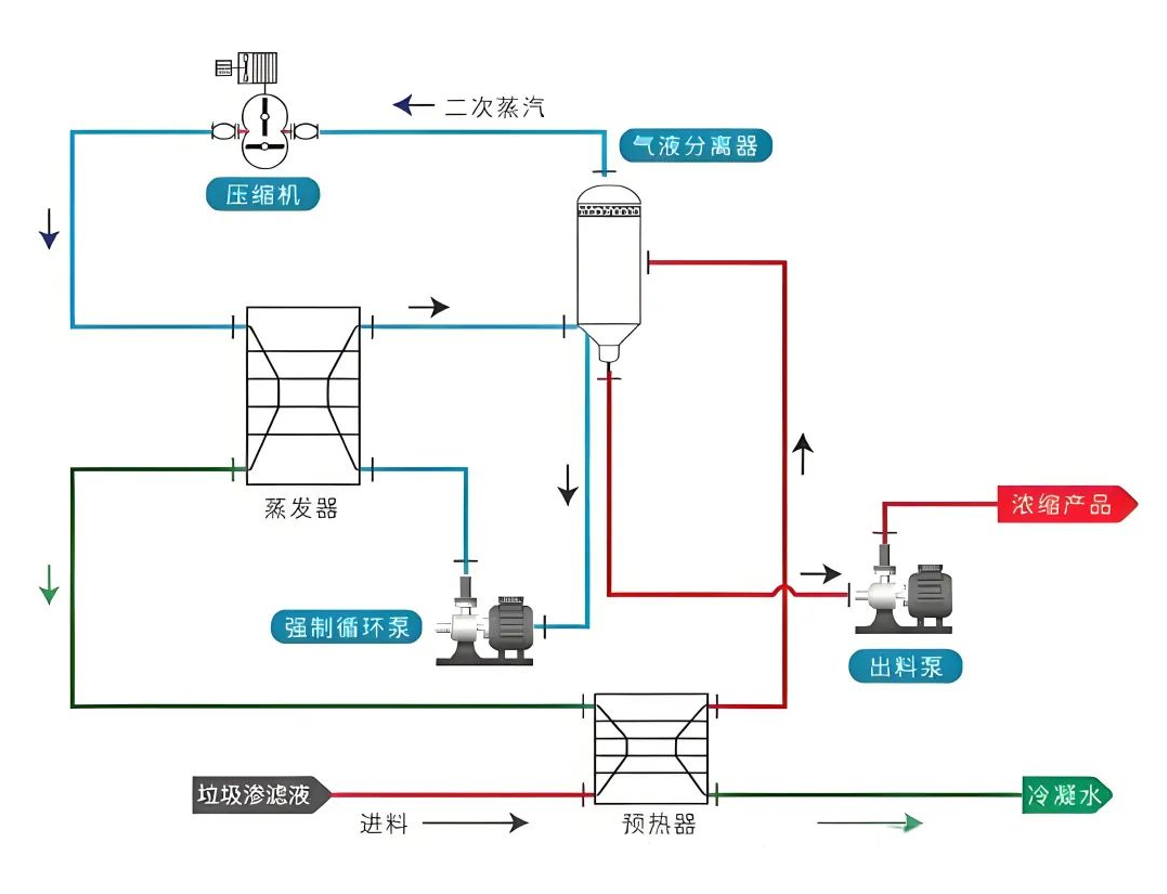
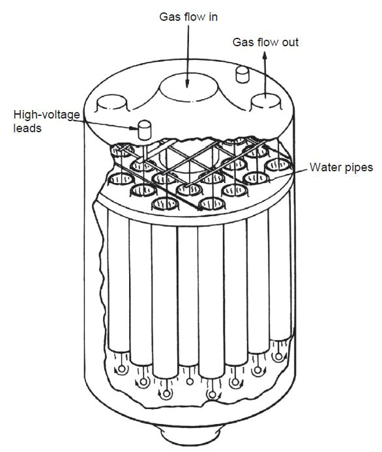
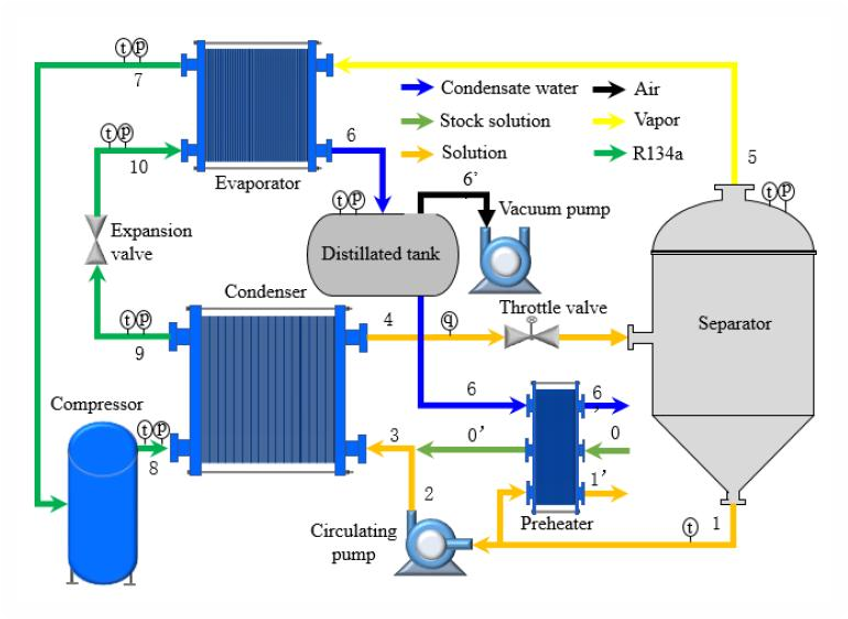
基于机械压缩原理,将蒸发器中产生的二次蒸汽通过压缩机进行压缩,提高其压力和温度后,再送回蒸发器作为加热蒸汽使用使蒸发器内的溶液持续蒸发。只需补充少量的新鲜汽,主要依靠蒸汽的循环再利用来实现热量的高效回收和利用。
蒸发器:是进行蒸发操作的溶液在蒸发器内被加热沸腾,产生二次蒸汽。
压缩机:压缩机:其作用是将蒸发器产生的二次蒸汽进行压缩,提高蒸汽的压力和温度,为蒸发过程提供热量。
分离器:得到纯净的二次蒸汽和浓缩后的溶液。
冷凝器:可回收利用冷凝水。
90-150℃低温余热高效转化解决方案
• 聚焦90-150℃工业余热(烟气温度<200℃),突破传统蒸汽发电温度限制。
• 替代冬季受限的余热供暖、蒸汽工艺,实现全年连续发电。
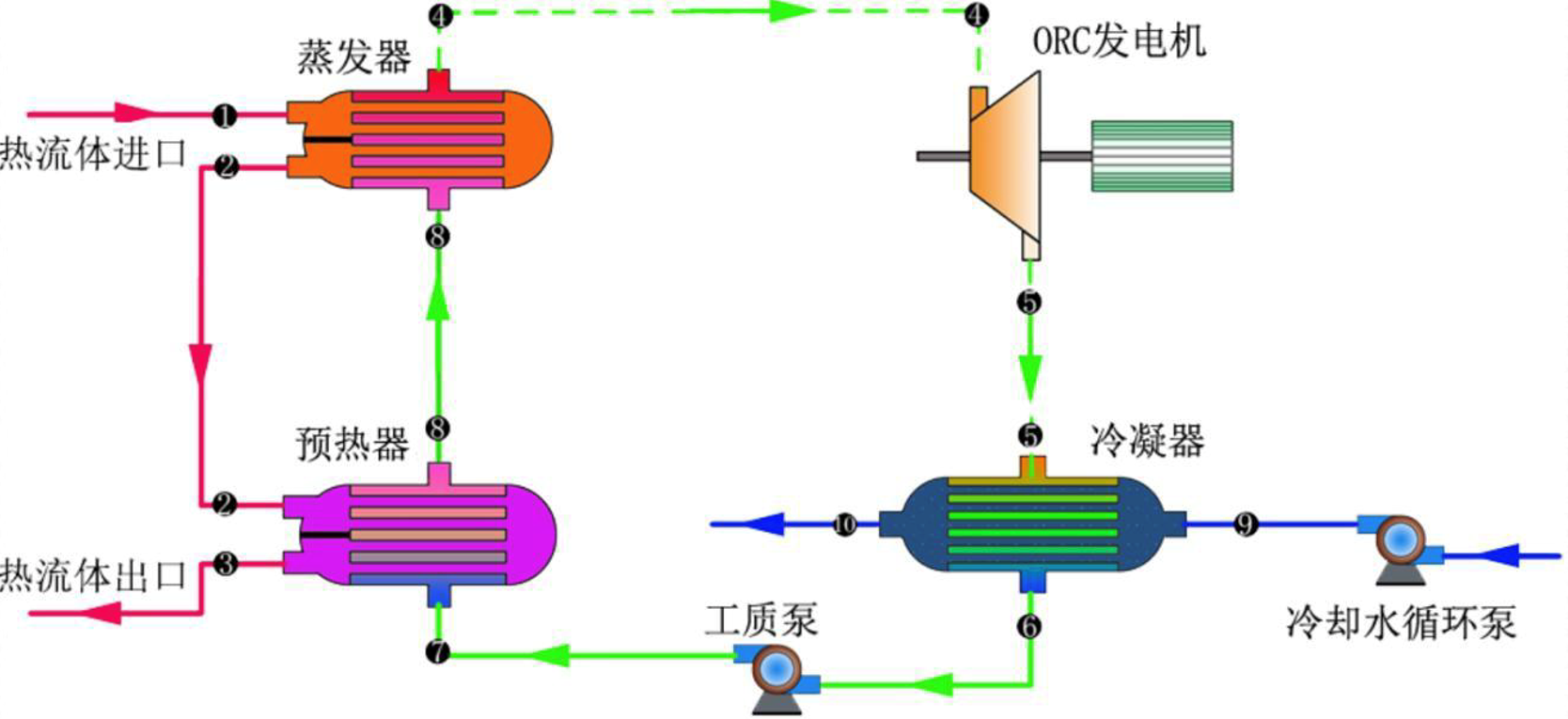
▫ 循环流程:蒸发器(余热换热)→膨胀机(发电)→冷凝器(冷却)→工质泵(循环)。
▫ 关键创新:采用低沸点有机工质(沸点 < 水,蒸汽压力更高),适配低温热源。
▫ 核心设备:螺杆膨胀机(容积式,高性价比)替代传统汽轮机,解决小功率场景泄漏效率问题。
✓ 效率提升:发电效率15-20%(净输出8-12%),远超同温段水蒸气发电。
✓ 适应性强:适配冶金/化工/建材等行业中低温烟气、废热流体
✓ 稳定经济:全自动运行,设备造价低,投资回收期短
能源高效协同与智能控制解决方案

▫ 电能与热能联合生产,集成发电设备、供热设备、热力管网及辅助装置
▫ 突破传统瓶颈:热电负荷匹配难、能效优化不足、监测调控粗放
✓ 能效跃升:能源梯级利用,突破传统系统效率极限。
✓ 经济优化:动态响应能源市场价格,降低全周期运行成本。
✓ 可靠运行:设备状态实时诊断,故障预警与寿命协同管理。
✓ 低碳转型:污染物排放最小化,支撑绿色能源体系。
■ 废热利用率:70-80%
■ 电驱制热效率:3-10 COP
■ 废气降温幅度:120-200℃
采用牛顿冷却定律驱动的多级热交换系统,通过介质温差实现高温废气(300-650℃)热量转移

63-68℃废蒸汽
冷凝液提取
蒸汽热泵增压
输出0.5bar 饱和蒸汽

实现 < 70℃低位废蒸汽的有效提级利用
蒸汽回收率达 85% 以上
系统能耗降低 40% 对比传统工艺
 技术特性
技术特性
0℃低温蒸发+闪蒸复合工艺
冷凝余热回用系统
低压节能运作模式
 应用矩阵
应用矩阵
√ 生物制剂
√ 食品加工
√ 高盐废水
√ 医药提取
水蒸汽热泵干化系统国内首创
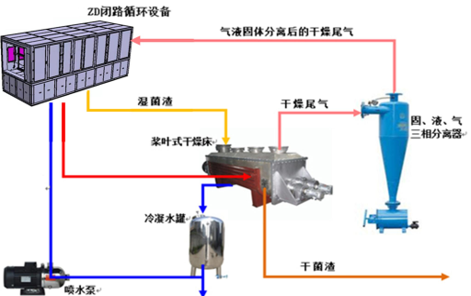


双模式MVR工艺:
直接压缩式蒸汽循环
间壁式热能再生
物料腐蚀控制 | 颗粒捕集系统
强化换热机制 | 尾气平衡算法
节能率≥40%
尾气回用率100%
干化效率提升2.3倍
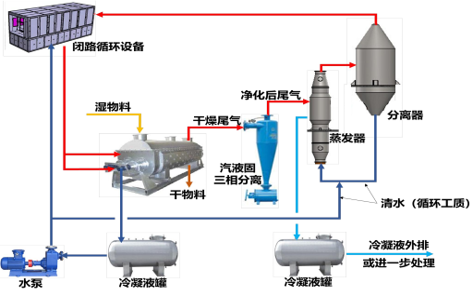
基于等焓转化原理构建闭环能源系统, 通过热能/有机物的高效梯度转化机制, 实现挥发性有机物(VOCs)向高品位热源的定向转化。
• 构建能量自循环体系,热效率提升30%+。
• 同步解决工业热源供给与VOCs治理难题。
• 实现能源持续供给与环保达标双向目标。